














玻璃熔窑中温度高达1530°C的粘稠玻璃液流到熔融的锡池中,由于玻璃液比锡轻很多,玻璃液在锡池中铺展开来形成平整的连续玻璃板带。玻璃板带被传送带拖拽着进入退火线。
在退火线,玻璃板带的温度从600°C降至50°C,后到达切割线被机械手切割并包装成箱,成为玻璃产品。
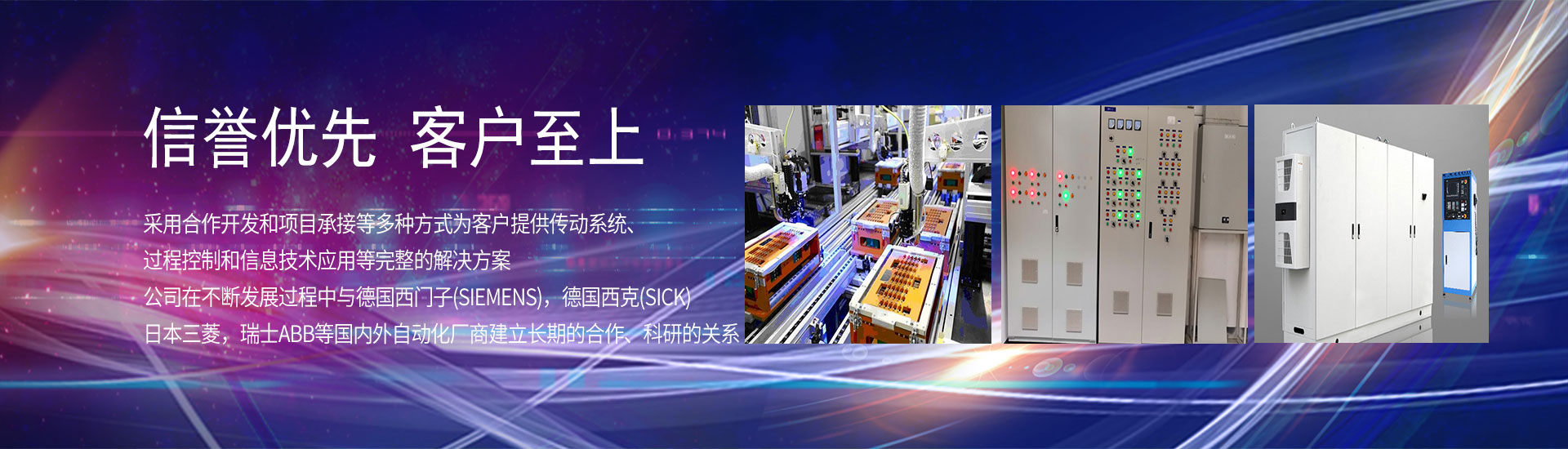
在这里,我们看到了各种控制,其中有:
熔融锡池表面为了防止氧化,必须保持氮气气氛,于是这里就有氮气气压和氮气流量的控制;熔融的锡会被连续的玻璃板材带走,尽管数量极微,但锡池中的熔融锡的表面需要有液位控制,并要自动补充锡量。同时,为了确保锡池中的锡为熔融态,必须配套温度控制。
退火线的退火温度必须逐级下降,常州自动化,并且要有冷却压缩空气灌入。可见,这里存在温度控制和压缩空气的压强控制和流量控制。
在传送带的近末端,连续的玻璃板带被机械手自动切割成一定的规格,玻璃板再被若干台机械手取下并包装成箱。这里,毫无疑问,电气自动化项目,我们看到了机械手的自动控制。
这就是典型的电气自动化。


控制系统硬件冗余
可编程控制器PLC的CPU采用冗余的多处理器结构。各个处理器之间相互监控,若一CPU出现故障,自动化工程集成,控制系统立刻切换至另一个CPU运行,并且发出报警信息。同时可编程控制器PLC还对内部的RAM、EPROM、输入输出寄存器等元件进行实时监控,并且采用特殊的测试脉冲对输入信号和输出被控元件进行检测,如出现任何异常,控制器立刻切换至安全保护状态并且发出报警信息。
PLC系统在主流的工业现场总线基础上,采用了一系列的时间检测、地址检测、连接检测和冗余校验等措施,达到更高的可靠性和安全等级。


DCS控制系统与PLC控制系统的比较
DCS是一种“分散式控制系统”,电气成套设备,而PLC只是一种控制“装置”,两者是“系统”与“装置”的区别。系统可以实现任何装置的功能与协调,PLC装置只实现本单元所具备的功能。网络方面,网络是控制系统的中l枢神经。
DCS系统如HOLLiASMACS系统的网络,由上至下分为系统网络和控制网络两个层次,系统网络实现现场控制站与系统操作员站的互连,控制网络实现现场控制站与智能I/O单元的通讯,信息传输实时可靠。
而PLC因为基本上都为个体工作,其在与别的PLC或上位机进行通讯时,所采用的网络形式基本都是单网结构。在网络安全上,PLC没有很好的保护措施。


 扫一扫加微信
扫一扫加微信
您好,欢迎莅临诚通自动化,欢迎咨询...
 触屏版二维码 |





